









.png?width=67&height=67&name=Multi%20colored%20o-rings%20and%20gaskets%20(1).png)
























 +1 800-888-5223
+1 800-888-5223
.png)
When it comes to industrial equipment, reliability is non-negotiable. That's why engineers and manufacturers turn to materials like neoprene for critical components such as gaskets, seals, and O-rings. Neoprene, a synthetic rubber renowned for its versatility and durability, offers a plethora of features and benefits that make it indispensable in various industrial applications.
Neoprene was invented by DuPont scientists in the 1930s, marking a significant milestone in the development of synthetic rubber. Originally known as polychloroprene, neoprene quickly gained popularity due to its exceptional properties and versatility. Over the decades, it has evolved into a cornerstone material in various industries, thanks to its unique combination of features and benefits.
What is Neoprene?
Neoprene is a synthetic rubber, or "synthetic rubber," which means it's made from oils and gas that are cooked in a factory. It's not the same as natural rubber, like the latex you find in balloons or the sap of some trees.
Neoprene has an outstanding resistance to oil and grease, making it ideal for use in clothing such as wetsuits that protect people from water temperatures below their body temperature. It's also used for making hoses and diving suits because it doesn't absorb water easily, this qauilty carries over to O-Rings and Gasket products, which allows the material not to swell when soaked in harsh fluids such as chemicals, hot water, or even steam.
Features of Neoprene:
- Chemical Resistance: Neoprene exhibits outstanding resistance to oils, chemicals, acids, and solvents, making it ideal for applications where exposure to harsh substances is common.
- Weather Resistance: Unlike natural rubber, neoprene maintains its properties in extreme weather conditions, including UV radiation, ozone, and temperature fluctuations, ensuring reliability in outdoor environments.
- Flexibility and Elasticity: Neoprene remains flexible and elastic across a wide temperature range, providing reliable sealing and cushioning properties in diverse industrial settings.
- Tear and Abrasion Resistance: Neoprene's robust molecular structure offers high tear and abrasion resistance, ensuring durability and longevity in demanding industrial environments.
Learn How To Choose The Right O-Ring ->
Benefits of Neoprene
Perhaps the best thing about neoprene is that it's not made of a single material. It's actually a collection of chemicals, and those chemicals can be mixed in different ways to give you exactly what you need. This combination of materials makes neoprene resistant to refrigerants, ammonia, Freon® ( R12, R13, R21, R22, R113, R114, R115, R134A), silicone oils, water, ozone, sunlight, vegetable oils, alcohols, and low-pressure oxygen.
The cure used to make neoprene orings is a sulfur cure, which provides neoprene orings with low flammability. The rings burn when placed in a flame, but self extinguishes when removed. This quality makes them ideal for applications that involve coolants, ammonia, silicone, inter-lubricants, and petroleum oils.
Industrial Benefits of Neoprene:
- Enhanced Sealing Performance: Neoprene's excellent sealing properties make it indispensable for gaskets, seals, and O-rings in industrial equipment, preventing leaks and ensuring system integrity.
- Longevity: Neoprene's durability and resistance to degradation contribute to the longevity of components, reducing maintenance costs and downtime associated with equipment failure.
- Versatility: Neoprene is compatible with various manufacturing processes, allowing for the production of customized components tailored to specific equipment requirements.
Applications for Neoprene
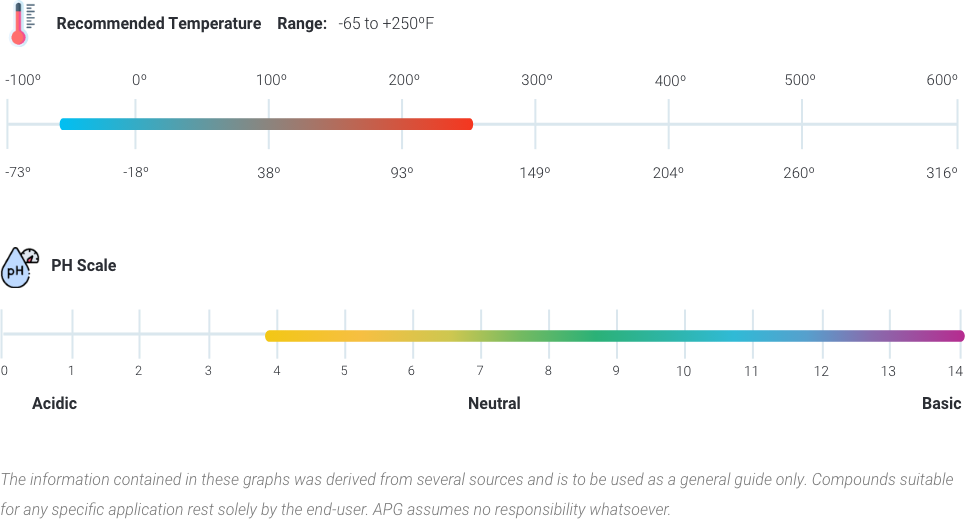
Neoprene is used in a wide range of applications. It has found its way into the construction, oil and gas, mining and automotive industries. Neoprene has also made its way into medical applications as well as the food industry. It also shares the same operational temperature range as nitrile and is commonly used to seal refrigerants in air conditioner and refrigeration units.
Specific Uses within Industrial Equipment:
- Gaskets: Neoprene gaskets create reliable seals against moisture, dust, and contaminants in machinery, engines, pipelines, and HVAC systems, ensuring optimal performance and preventing leaks.
- Seals: Neoprene seals provide effective sealing in hydraulic and pneumatic systems, pumps, valves, and machinery, maintaining fluid integrity and preventing contamination.
- O-Rings: Neoprene O-rings create secure seals between mating surfaces in hydraulic systems, automotive engines, and industrial machinery, facilitating smooth operation and preventing fluid leakage.
What O-Ring Materials Works Great In The Oil Industry? ->
APG Wants to Be your Neoprene Provider
Neoprene is one of the most versatile materials in the world. You can use it for so many different applications, and it can be used to create just about anything. The best part is that it’s easy to work with and has a long lifespan if properly cared for. So what are you waiting for? Get started with your next project today!



.png)